

Quality During Production In China?
Quality During Production In China:
- How to ensure quality learning is fed robustly back into the product
- How to use known quality processes to hack the quality system
- How to utilize current production components to improve your production line
- How to approach the Chinese ethos of Cha Bu Duo in ensuring that quality is improved upon
Ensuring Quality is a closed loop feedback system
In our previous quality posts, we looked at the below process flow when talking about the quality at source:
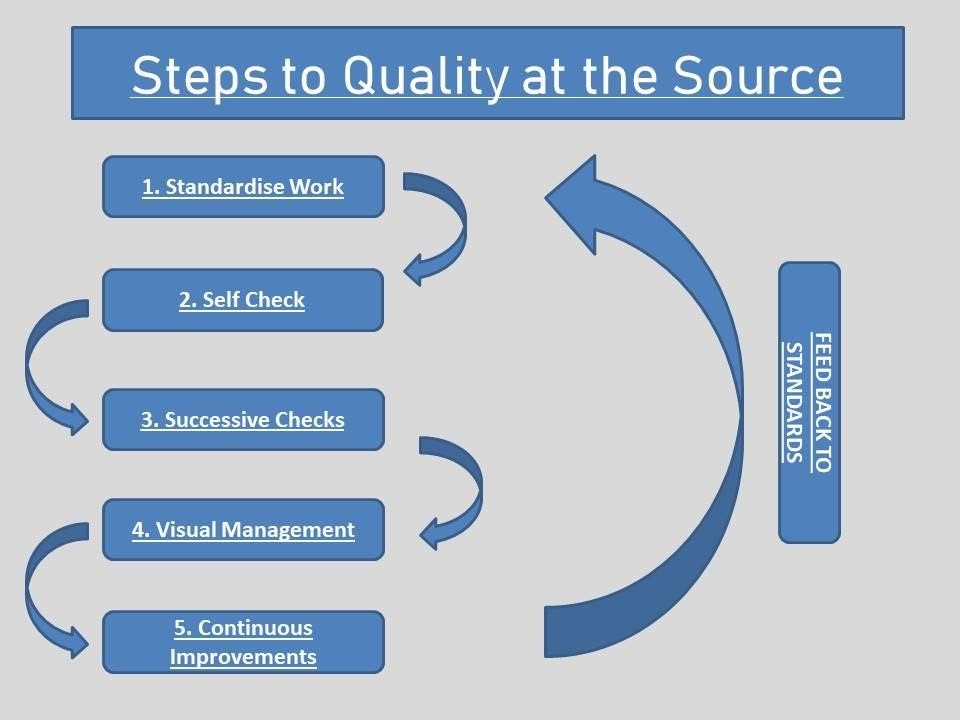
We look to the right-hand side of the process flow on the above chart, you can see it describes feedback to standards, this is probably one of the most important aspects of quality that can be understood. From my experiences with working through all aspects of design, manufacturing, warranty and quality it always boils down to a single question; how do we ensure that we don’t see the issue again.
The key to success in this area is to ensure that we feedback the issues back into the hopper of standards. I always advise my customers that if this is not adhered to, we run into the most frustrating aspect of manufacturing: Repeat Failures.
So, let’s look at how we can gain those feedback points, it’s one of the key facts taught in Six Sigma:
Manage by fact and reduce variation
Hopefully by now we are looking at a complete line that has been set up and commissioned by ensuring that a number of components have been made off the manufacturing process that was discussed in the previous blog post. We need to inspect the initial run of components.
It is imperative to have someone from your organisation or agency in the factory at this point. It simply cannot be managed remotely at this stage. Once an initial batch of your component has been run off the production line, any flaws or production issues need to be noted down on a document that can be referenced by both your company and the supplier. You both need to agree how to improve the process or product to improve the end result.
A good way to do this is what is known as an end of line document, it can be a simple excel sheet that looks similar to the below.

It allows both your company and the supplier to ensure that each item is agreed upon and is rectified. Above is a very small example of a RAG (Red, Amber, Green) chart that can be generated into a pareto looking at overall project health. You can also look at implementing KPI’s in at this point (but again this is something we can look at in a later blog post). Ensure that each one of these points is agreed upon together in an initial agreement. Also ensure that you, or your agent is in regular touch with the supplier to ensure that each of these issues is rectified in a timely manner and to a satisfactory standard.
Standards Tracking
It is at this point that you ensure that you start to complete a standards document. Let’s use the above example as a case study:
Surface finish is poor; this could be caused by a number of issues, be it mould issues, or other external factors, how, when looking at the process is not imperative (it is imperative, however, when referencing it in a standard). Let’s say for example the incorrect releasing agent has been used in the mould and has had an adverse effect on the surface finish of the product. We would first need to ensure that we root cause why this has happened, rectify the issue, run the line to ensure it has been robustly fixed and then:
We would need to ensure that this is referenced in a database of standards to ensure that this type of releasing agent is no longer used again.
As you can probably appreciate, this is a very tedious laborious process, with the number of documents being produced running into the thousands if you have a very complex component being produced on a complex line. However, it will be sizably reduced based on complexity of the product. Production lessons learned should not be underestimated. If you start to produce a very detailed standardisation document database that has a proven track record, it can be as valuable as the product itself.
Hacking the Quality systems
When approaching quality, the entire sector is a minefield. With so much resource and money being poured into a segment its understandable that the system will be saturated with terminology that seems gobbledygook to the average person. I always draw comparisons with my customers to the sports, fitness and health industry; the number of books, terminology with different systems and goals that you can employ to fundamentally just lose weight, are endless, with an industry cost per year running into the billions.
It all boils down to a simple system; eat less, exercise more, and you will see the results.
It’s similar to quality, rubbish in rubbish out. If we have poor standards and quality process in the beginning then we will have a poor product at the end…… RUBBISH IN RUBBISH OUT.
Processes require inputs (x) and produce outputs (y). If you control the inputs, you will control the outputs. This is generally expressed as y = f(x).
SIX SIGMA
A good hack is to utilize the Six Sigma key Lean principles:
- Focus on the customer
- Identify and understand how the work gets done (the value stream)
- Manage, improve and smooth the process flow
- Remove Non-Value-Added steps and waste
- Manage by fact and reduce variation
- Involve and equip the people in the process
- Undertake improvement activity in a systematic way
I will not delve into six sigma in this blog post, but just from reading the above points you can start to think about how to hack your process when sourcing in China and how to improve your product, process and fundamentally your bottom line. There are a lot of people promising immediate results from some far fangled star-studded system, at a cost. There is no easy fix to quality systems, it’s about hard work, finding those root causes and feedbacking them into your standards.
Inspecting the current production quality to improve your product
We can utilize the supplier’s current components to benchmark against our wanted quality of product. Ask to see a range of their stock of components they currently make.
Say as an example they produce injection moulded plastic components; you of course will be used to inspecting components from suppliers; usually from samples. I always advise at this point to inspect items that are straight off the line, I don’t need to explain to you that samples will be the best of the best.
What you need to ensure you do is get to the component straight off the end of the line. Ensure that you see if there are any manufacturing flaws that you can write into your standards and agreements prior to even being in the position yourself.
Let’s use an example of a sharp edge in the production of injection moulded parts:
Sharp Corners general design guidelines in injection molding suggest that corner radii should be at least one-half the wall thickness.
It is recommended to avoid sharp corners and use generous fillets and radii whenever required. During injection molding, the molten plastic has to navigate turns or corners.
Rounded corners will ease plastic flow, so engineers should generously radius the corners of all parts. In contrast, sharp inside corners result in molded-in stress particularly during the cooling process when the top of the part tries to shrink and the material pulls against the corners.
Moreover, the first rule of plastic design i.e. uniform wall thickness will be obeyed. As the plastic goes around a well-proportioned corner, it will not be subjected to area increases and abrupt changes in direction. Cavity packing pressure stays consistent.
This leads to a strong, dimensionally stable corner that will resist post-mold warpage.
We would therefore ensure that the above learning is taken from the current product and written into our manufacturing standard. The rule being: Avoid sharp edges by ensuring each radii should be at least one-half of the wall thickness.
Cha Bu Duo………
We discussed this briefly in the previous blog post, and it can be extended to our above example that we have used.
You may notice (in the above example) that you have found a product with a sharp edge, you measure the component and its radii in the area of question and find it to be of a measurement radius of only one wall thickness thick.
You may approach the supplier who will advise, ‘ahhh Cha Bu Duo’; almost there. You need to ensure that you get across that the standards that are being produced are imperative to the end product.
Get them to sign into the standards, and don’t be afraid to issue warnings to them stating that you will not be paying for these components that fail these standards. Be respectful but firm, ensure that someone is taking minutes at each meeting so no disagreements can be had at a later stage.
